Ream Roller - nástroj pro vystružování a válečkování
Zcela nový kombinovaný nástroj pro vystružování a válečkování, se kterým stabilně dosáhnete zrcadlově lesklý povrch v jedné operací. Válečky, které fungují jako vodítko, omezují vibraci nebo házení během provozu.
Příkady použití
- ojnice (menší otvory)
- otvory pro písty
- hydraulické tlumiče
- hydraulické a pneumatické válce
- akumulátory atd.
(1) Vysoce rychlé a vysoce přesné dokončování vnitřního průměru
- Dosažitelné rozměry s tolerancí H7 - H8
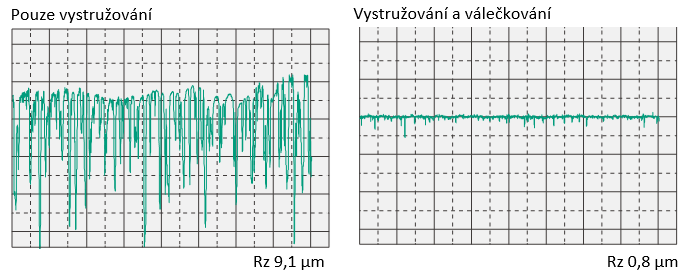
- Dosažitelná drsnost povrchu Rz 0,8 μm a lepší
(2) Nízké náklady
- Polohovatelný výstružník a válečkovací nástroj
- Vnitřní chlazení nástroje umožňuje dlouhou životnost opotřebitelných
(3) Zlepšení kvality
- povrchová úprava s nízkým třením a vysokým těsněním
- zvýšení odolnosti materiálu proti únavě
Příkady použití
- ojnice (menší otvory)
- otvory pro písty
- hydraulické tlumiče
- hydraulické a pneumatické válce
- akumulátory atd.
(1) Vysoce rychlé a vysoce přesné dokončování vnitřního průměru
- Dosažitelné rozměry s tolerancí H7 - H8
- Dosažitelná drsnost povrchu Rz 0,8 μm a lepší
(2) Nízké náklady
- Polohovatelný výstružník a válečkovací nástroj
- Vnitřní chlazení nástroje umožňuje dlouhou životnost opotřebitelných
(3) Zlepšení kvality
- povrchová úprava s nízkým třením a vysokým těsněním
- zvýšení odolnosti materiálu proti únavě

Mechanizmus
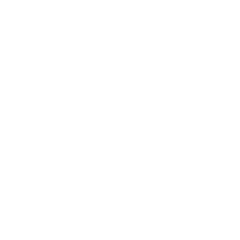
Válečkování
- Válečky stlačují kov za účelem vytvoření hladkého povrchu, který je vhodný pro těsnicí nebo posuvné povrchy.
- Stlačením povrchu dosáhneme vyšší povrchovou tvrdost a odolnost proti otěru a/nebo únavovému namáhání.
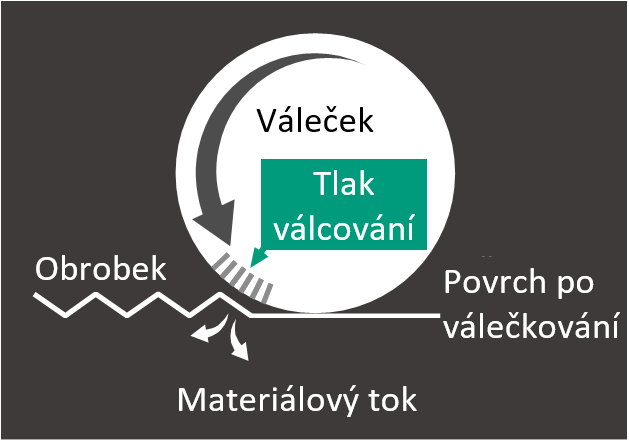
Vedení pomocí válečků
- Pro omezení vibrací během operace fungují válečky jako vodítko, přičemž dosahují stabilní finální rozměry obrobků.
- Stlačováním kovového povrchu válečky odstraní nerovnosti povrchu provedené výstružníkem.
- Stlačováním kovového povrchu válečky odstraní nerovnosti povrchu provedené výstružníkem.
Nahrazení výstružníku
- Vysokorychlostní řezání
- Vyplachovací výstružník snížuje provozní náklady
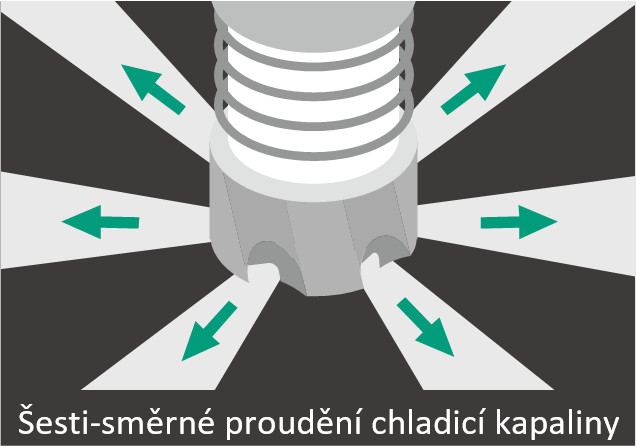
- Vnitřní chlazení přes nástroj
- Vnitřní chlazení přes nástroj
Odstraňování špon
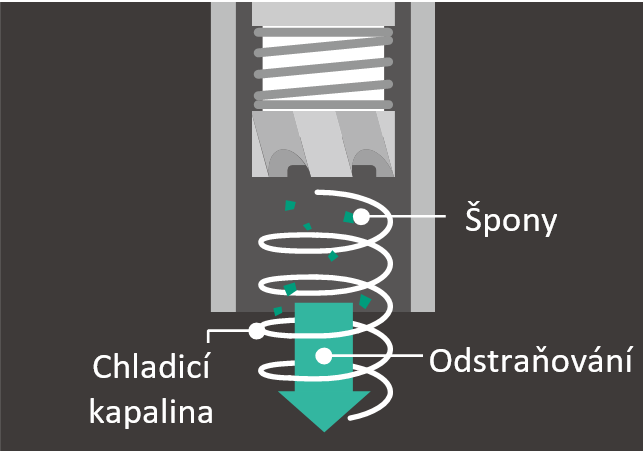
- Levá spirála výstružníku a protékající chladící kapalina odstraní třísky v dopředném směru.
-
Příklad obrábění
-
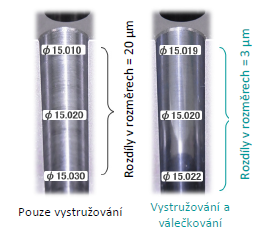
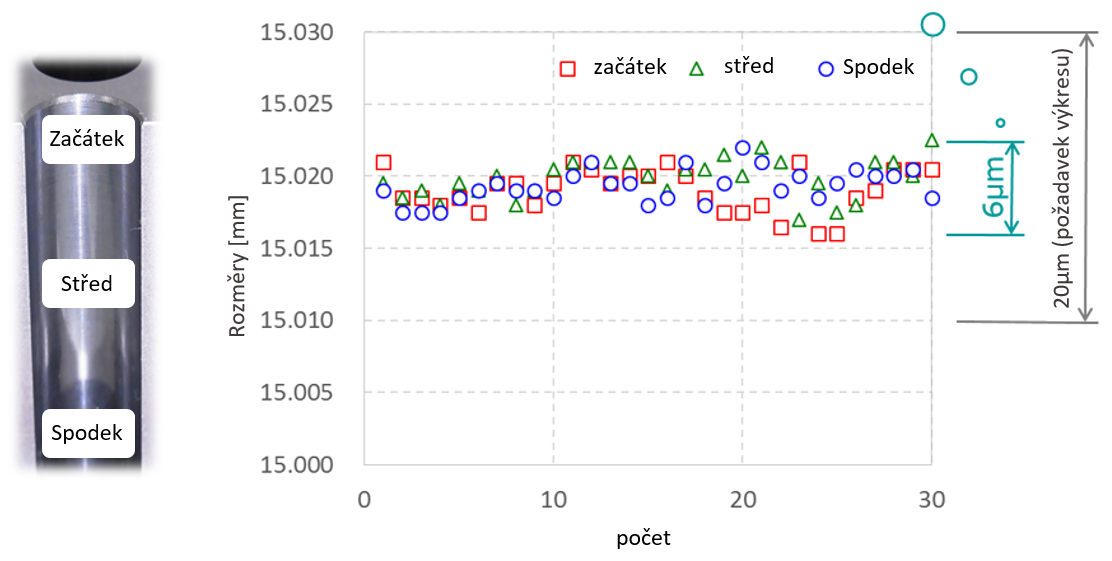
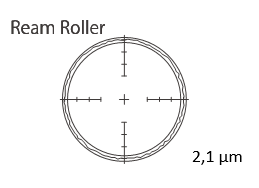
Výsledky sekvenčního obrábění
-
Kulatost
-
Porovnání drsnosti
-
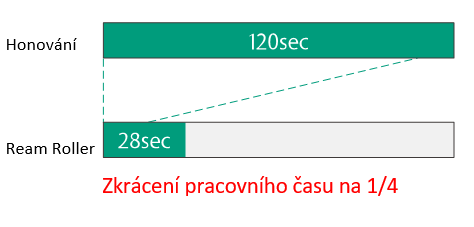
Porovnání pracovního času
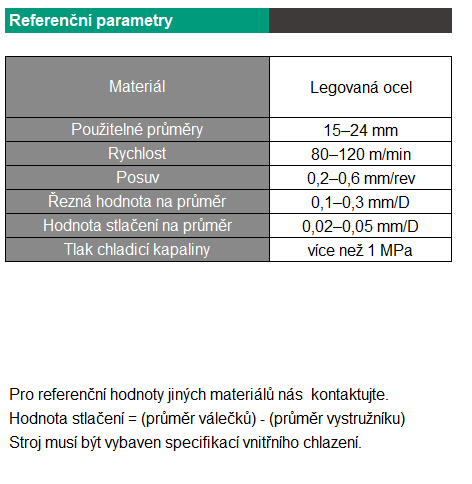
Rozměry (mm)

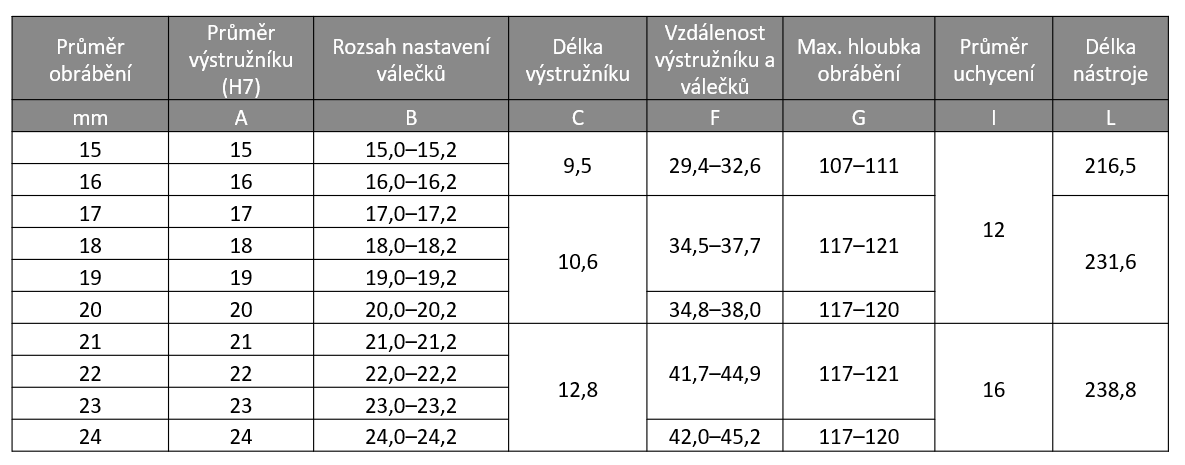
Výsledný průměr je přibližně o 0,01 mm větší než průměr po vystružování.
Maximální hloubka obrábění (rozměr G) se mění v závislosti na nastavení průměru válečků (rozměr B).
Pokud potřebujete velikost, která není uvedena v tabulce, neváhejte nás kontaktovat.
Pokud potřebujete velikost, která není uvedena v tabulce, neváhejte nás kontaktovat.