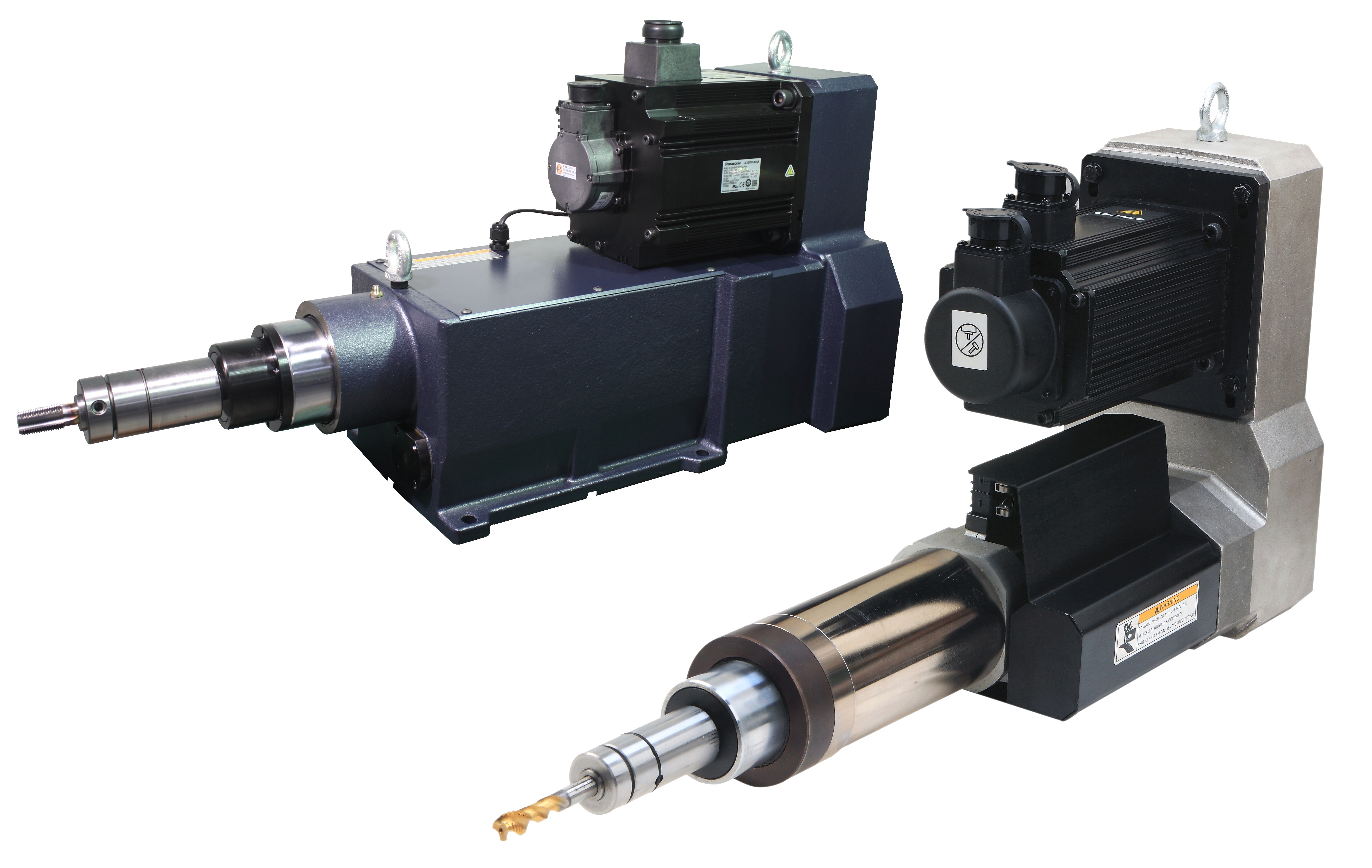
Gewindeschneideinheit mit Servoantrieb Synchro Tapper REVO
Die Einheiten der Serie Synchro Tapper REVO SSTR mit hoher Drehzahl ermöglichen präzises Gewindeschneiden. Die Spindelumdrehungen können mit dem Geschwindigkeitsregler eingestellt werden und mit dem eingebauten Servomotor werden die Präzision und die gesamte Zykluszeit des Gewindeschneidens verbessert. Die Einheiten Sychro Tapper können einfach an Ihren universalen PLC angeschlossen werden.
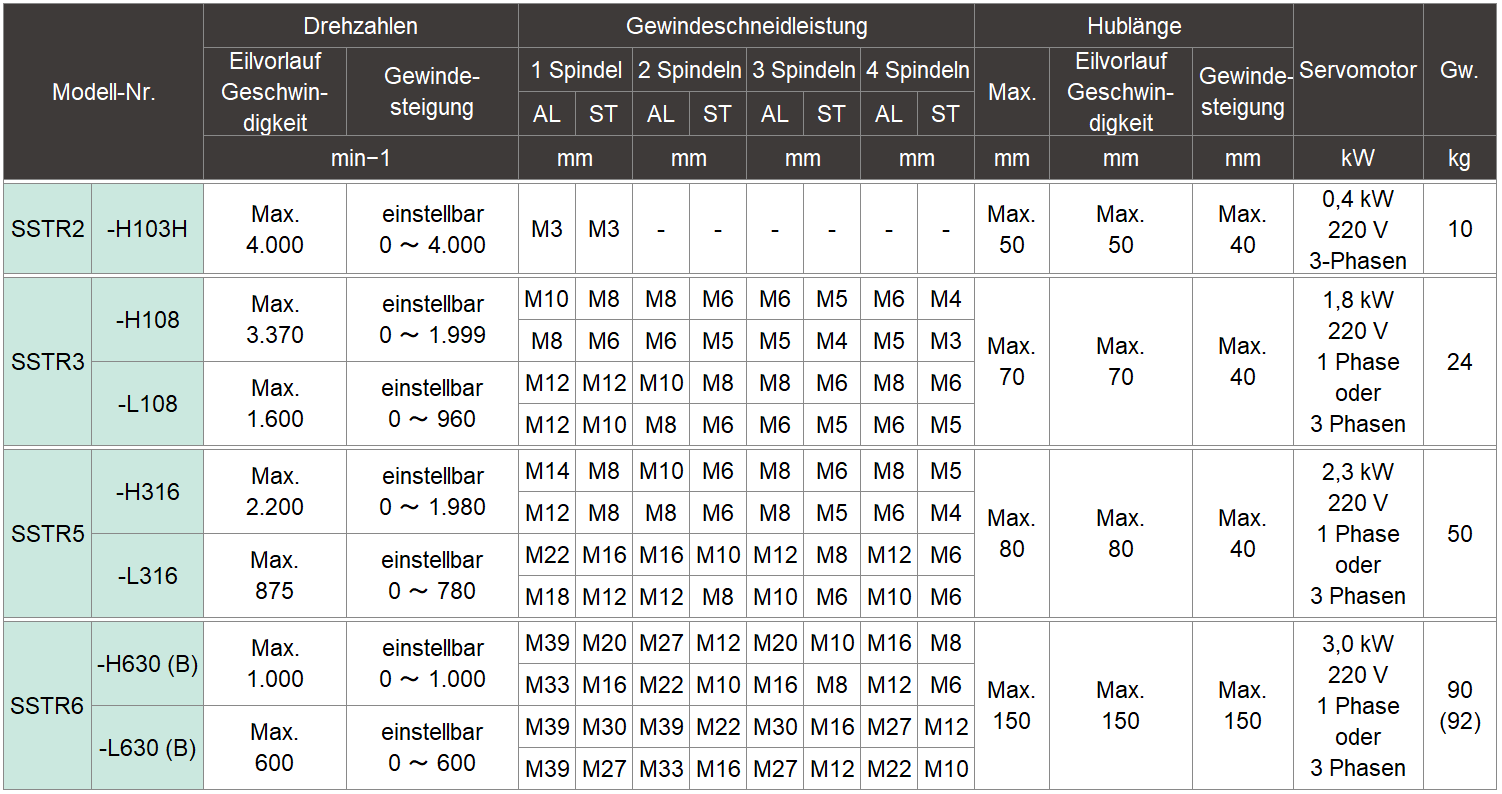
Technische Daten

Hinweise:
1. In der oberen Spalte sind die Kapazitäten für Spiralgewindebohrer und für Gewindebohrer mit geraden Rillen angeführt. In der unteren Spalte sind die Kapazitäten für manuelle Gewindebohrer angeführt.
2. Die Spindeldrehzahl sollte je nach Materialart, Gewindegröße, Vorschubgeschwindigkeit usw. eingestellt werden.
3. Die Zahnräder werden entsprechend der gewählten Gewindesteigung eingebaut.
4. Die Drehzahl der Spindelsteigung wird über das mitgelieferte Geschwindigkeitssteuerpult eingestellt.
5. Kennzeichnung „B“: Servomotor mit Bremse für den Spindelvorschub. Wird für das vertikale Gewindeschneiden benötigt.
6. AL: Aluminium, ST: Gusseisenstahl
2. Die Spindeldrehzahl sollte je nach Materialart, Gewindegröße, Vorschubgeschwindigkeit usw. eingestellt werden.
3. Die Zahnräder werden entsprechend der gewählten Gewindesteigung eingebaut.
4. Die Drehzahl der Spindelsteigung wird über das mitgelieferte Geschwindigkeitssteuerpult eingestellt.
5. Kennzeichnung „B“: Servomotor mit Bremse für den Spindelvorschub. Wird für das vertikale Gewindeschneiden benötigt.
6. AL: Aluminium, ST: Gusseisenstahl
Elektrischer Schaltplan für Synchro Tapper Revo SSTR3 und SSTR5
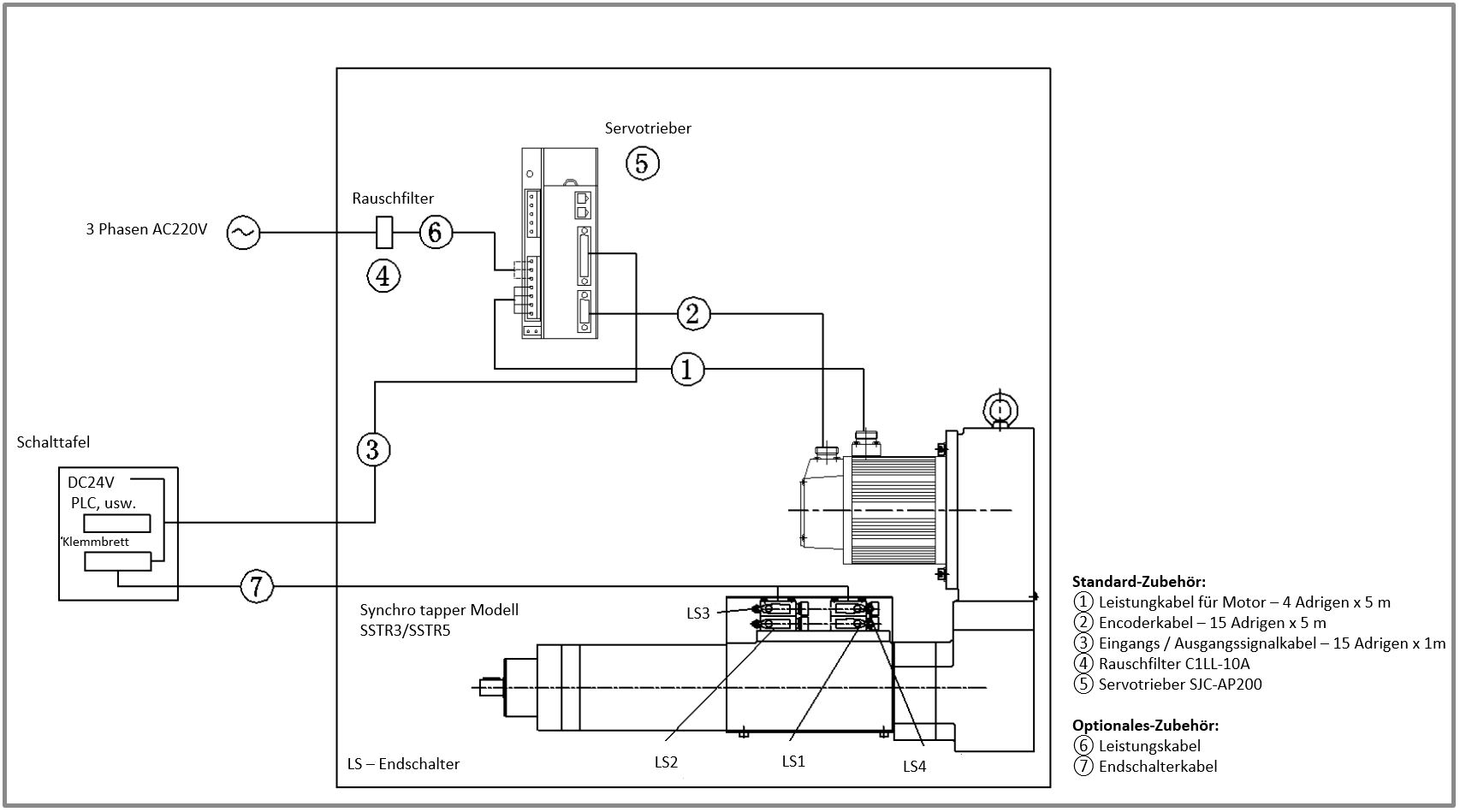
Bestandteil der Standardlieferung sind die Positionen 1 bis 5.